| ЛѓЧАМГИэ |
: |
Ёс For the continuous works at the entrance of CGL(Continuous Galvanizing Line), we weld between the coils and process the strip. Generally, we make a punching hole on the surface of the place to be welded and this hole part, while passing the important parts of the facility, performs the various controls with the photo sensor monitoring the pass through the place to be welded. When the place with a hole passes air knife, melting zinc is dispersed and becomes the cause of contraction of air knife. To improve this, our company developed welding department awareness technology which appling eddy current testing in no punching hole situation with POSCO technology institute and evaluating On-Line adaptedness and suitability, established in Kwang-yang #1CGL and operating
Feature
-Establishment place : Kwang-yang ironworks #1CGL
-Work condition
Max. Line Speed: 360 mpm Strip Thickness: 0.2 ~ 2.3 mm
Strip Width: 720 ~ 1860 mm
-This device was established to Deflector Roll
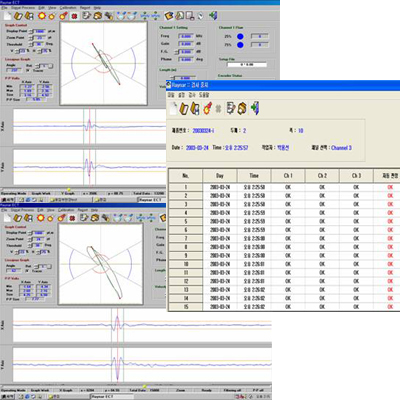
-Because of the importance of weld pint awareness, it was manufactured as 3 point detection type.
-When passing abnormal parts (heat buckle, wave etc) of strip, it is composed so as not to damage
-To prepare repair, It is traverse structure that evacuation of equipment is possible.
-When pass weld point, one can confirm with naked eye and detection contents are recored
|

)

